




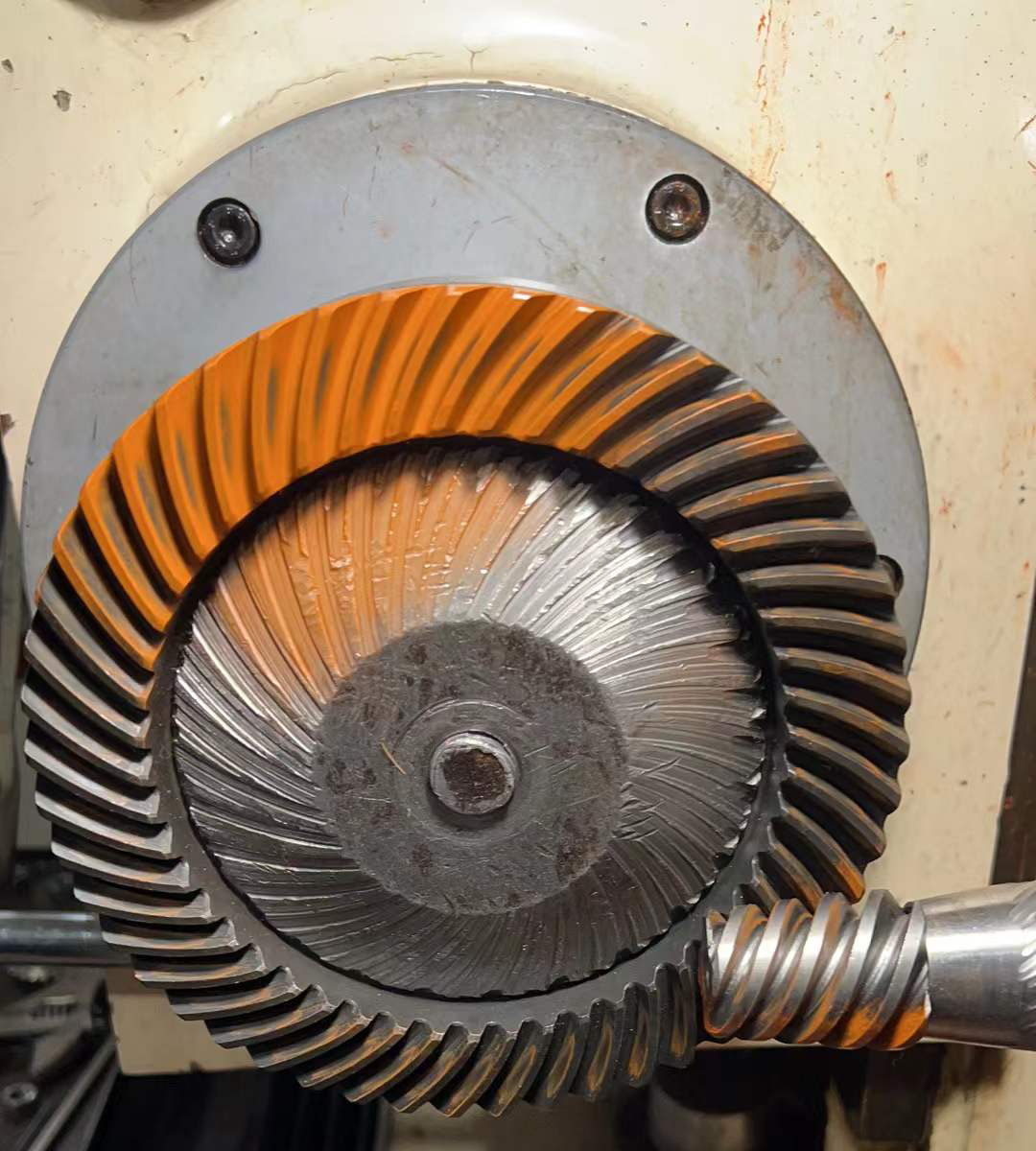
Obstaja veliko vrst zobnikov, vključno z ravnimi valjastimi zobniki, vijačnimi valjastimi zobniki, stožčastimi zobniki in hipoidnimi zobniki, ki jih predstavljamo danes.
1) Značilnosti hipoidnih zobnikov
Najprej je kot gredi hipoidnega zobnika 90°, smer navora pa se lahko spremeni na 90°. To je tudi pretvorba kota, ki se pogosto zahteva v avtomobilski, letalski ali vetrni industriji. Hkrati se par zobnikov različnih velikosti in števila zob združi v preizkušanje funkcije povečanja navora in zmanjšanja hitrosti, kar se običajno imenuje "povečanje in zmanjšanje hitrosti navora". Če prijatelj, ki je vozil avto, še posebej pri vožnji z ročnim menjalnikom, ko se je učil voziti, vam bo inštruktor pri vzponu na hrib dovolil, da prestavite v nižjo prestavo, pravzaprav gre za izbiro para zobnikov z relativno veliko hitrostjo, ki zagotavlja več navora pri nizkih hitrostih in s tem več moči vozila.
Kakšne so značilnosti hipoidnih zobnikov?
Spremembe kota navora menjalnika
Kot je bilo že omenjeno, je mogoče doseči kotno spremembo navora.
Sposoben prenesti večje obremenitve
V industriji vetrne energije bo avtomobilska industrija, pa naj gre za osebne avtomobile, SUV-je ali gospodarska vozila, kot so poltovornjaki, tovornjaki, avtobusi itd., uporabljala to vrsto za zagotavljanje večje moči.
Stabilnejši prenos, nizek hrup
Pritisni koti leve in desne strani zob so lahko neskladni, smer drsenja zobniškega prijema pa je vzdolž širine zoba in smeri profila zoba, boljši položaj zobniškega prijema pa je mogoče doseči z zasnovo in tehnologijo, tako da je celoten menjalnik obremenjen. Naslednje je še vedno odlično pri delovanju NVH.
Nastavljiva razdalja odmika
Zaradi različne zasnove odmika razdalje se lahko uporablja za izpolnjevanje različnih zahtev glede oblikovanja prostora. Na primer, v primeru avtomobila lahko izpolni zahteve glede oddaljenosti od tal in izboljša prehodnost avtomobila.
2) Dve metodi obdelave hipoidnih zobnikov
Kvazi-dvostranski zobnik je leta 1925 predstavilo podjetje Gleason Work in se razvija že vrsto let. Trenutno obstaja veliko domače opreme, ki jo je mogoče obdelati, vendar relativno visoko natančnost in visokokakovostno obdelavo večinoma izvaja tuja oprema Gleason in Oerlikon. Kar zadeva končno obdelavo, obstajata dva glavna postopka brušenja zobnikov in postopka brušenja, vendar se zahteve za postopek rezanja zobnikov razlikujejo. Pri postopku brušenja zobnikov se za postopek rezanja zobnikov priporoča uporaba čelnega rezkanja, za postopek brušenja pa čelno rezkanje.
Zobniki, obdelani s čelnim rezkanjem, imajo stožčaste zobe, zobniki, obdelani s čelnim valjanjem, pa imajo zobe enake višine, kar pomeni, da sta višini zob na velikih in majhnih čelnih ploskvah enaki.
Običajni postopek obdelave je grobo predgrevanje, toplotna obdelava in nato končna obdelava. Pri tipu s čelnim odvalnim rezkalom je treba po segrevanju brusiti in ujemati. Na splošno velja, da morata biti dva zobnika, ki sta zbrušena skupaj, še vedno ujemata pri kasnejši montaži. Vendar pa se teoretično lahko zobniki s tehnologijo brušenja zobnikov uporabljajo brez ujemanja. Vendar pa se v dejanskem delovanju, glede na vpliv napak pri montaži in deformacije sistema, še vedno uporablja način ujemanja.
3) Zasnova in razvoj trojnega hipoida je bolj zapleten, zlasti v obratovalnih pogojih ali pri visokokakovostnih izdelkih z višjimi zahtevami, ki zahtevajo trdnost, hrup, učinkovitost prenosa, težo in velikost zobnika. Zato je v fazi načrtovanja običajno treba vključiti več dejavnikov, da se z iteracijo najde ravnovesje. V procesu razvoja je običajno treba prilagoditi tudi odtis zob znotraj dovoljenega območja variacije sklopa, da se zagotovi, da je idealna raven delovanja še vedno dosegljiva v dejanskih pogojih zaradi kopičenja dimenzijske verige, deformacije sistema in drugih dejavnikov.
Čas objave: 12. maj 2022